













Rugosité des Miroirs Paraboliques Hors Axe Tournés au Diamant
Le Tournage à Pointe de Diamant Unique est une technique de fabrication permettant de produire des miroirs paraboliques hors axe (off-axis parabolic ou OAP), des miroirs elliptiques hors axe (off-axis elliptical ou OAE) et autres composants optiques métalliques de précision. Même si l’objectif de toute technique de fabrication optique est de créer une surface parfaite qui ne dévie pas de son profil de surface théorique, le Tournage au Diamant, comme toute autre technique de fabrication, est soumis à des erreurs de fabrication qui empêchent la production d’une surface parfaite. Ces erreurs de surface peuvent généralement être classées par leur contenu fréquentiel, particulièrement comme des erreurs de fréquence spatiale faibles, moyennes ou élevées.
Erreurs de Fréquence Spatiale
Les erreurs de fréquence spatiale faibles décrites par des termes comme la forme de surface, l’irrégularité et même les polynômes de Zernike, forcent une vague entrante à se déformer et à prendre un front d’onde similaire au profil de l’optique. Les erreurs de fréquence spatiale moyennes, ou ondulations, sont généralement causées par le retrait d’un outil ou la mise en forme d’un matériau sur une surface. Les erreurs de fréquence moyennes se produisent périodiquement avec plus ou moins le même espacement que le pas de l’outil utilisé pour modifier la surface, et peuvent affecter la qualité d’image.
Les erreurs de fréquence spatiale élevées, communément appelées « rugosité » et mesurées en Angstrom RMS, ont tendance à provoquer la dispersion de la lumière de manière intempestive. Plus l’erreur est grande, et plus l’angle de dispersion potentiel sera large. Cette forme de dispersion dépend de la longueur d’onde et les angles de dispersion augmentent au fur et à mesure de la diminution de longueur d’onde de la lumière incidente.
Dans les procédés de fabrication du métal, la rugosité est souvent associée à la « brillance » d’une pièce. La surface des parties rugueuses semble généralement trouble ou opaque, mais si une pièce est particulièrement rugueuse, un pourcentage de lumière plus élevé déviera de sa cible projetée. Lors de l’utilisation d’une surface rugueuse en tant qu’élément optique de focalisation, il se produit une diminution globale dans la FTM d’une image. Les surfaces rugueuses peuvent même entraîner une diminution globale du rendement.
Tournage au Diamant
Les composants optiques tournés au diamant sont polis différemment des composants optiques fabriqués traditionnellement. Le tournage au diamant est une technique de fabrication qui permet de créer des formes en verre et métal non sphériques, uniques, et précises, mais peut engendrer une dureté de surface faible. Si les précautions nécessaires ne sont pas prises lors de la conception et du tournage au diamant, une surface peut avoir une rugosité de plusieurs centaines d’Angströms (Å). Étant donné que la dispersion dans le domaine de la haute fréquence dépend de la longueur d’onde, une rugosité de quelques centaines d’Å peut ne pas convenir à des applications dans la lumière visible, alors qu’il existe peu voire pas de dispersion pour les systèmes fonctionnant dans l’Infrarouge (IR). Lorsque les optiques sont soigneusement conçues et tournées au diamant avec dextérité, il est possible de parvenir à une rugosité de surface inférieure à 100 Å. Pour une rugosité de surface inférieure, une optique aura une dispersion réduite dans le spectre visible. Cependant, pour une lumière s’approchant de l’Ultraviolet (UV), 100 Å peuvent présenter un niveau de dispersion inacceptable. La rugosité des composants tournés au diamant avec la plus haute précision peut être amenée en dessous de 50 Å et peut encore être améliorée par nickelage. Il est généralement reconnu que le verre poli ait une dureté comprise entre 20-50 Å.
Les Figures 1 et 2 permettent de visualiser la différence entre une surface < 50 Å et une surface ayant une rugosité < 100 Å. Lorsqu’une surface tournée au diamant a une rugosité proche de 100 Å (Figure 2), une mesure du profil de surface sera dominée par un bruit à haute fréquence. Cela rend presque impossible le contrôle de la fréquence spatiale moyenne, qui est spécifiée dans les applications les plus exigeantes. La Figure 1 montre que lorsque la rugosité de surface est suffisamment basse, on peut distinguer les marques périodiques de fréquence mi-spatiale laissées par le processus de fabrication.
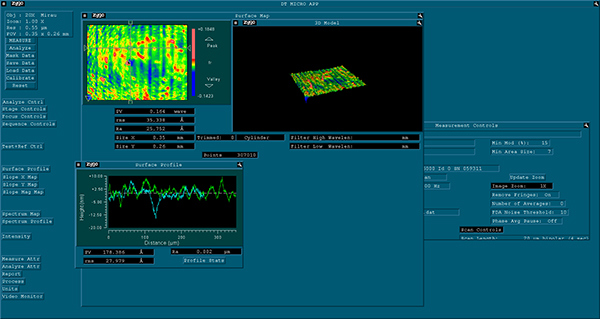
Figure 1 : Topographie de la rugosité RMS < 50 Å
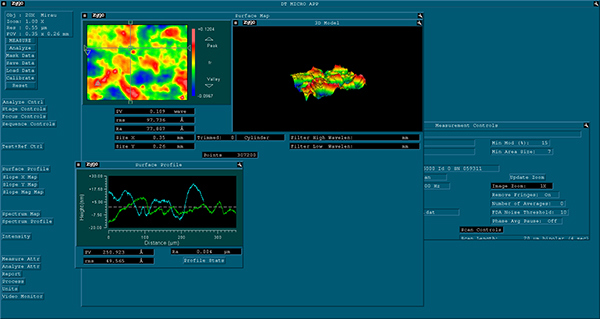
Figure 2 : Topographie de la rugosité RMS < 100 Å
L’équipe de développeurs d’optiques et de tournage au diamant d’Edmund Optics a de l’expérience dans la réduction de la rugosité et autres erreurs susceptibles de s’introduire dans le processus de tournage au diamant. Accompagnant notre offre standard de miroirs tournés au diamant, des solutions personnalisées sont disponibles, notamment des dimensions et formes personnalisées ainsi que toute une variété de traitements de miroirs métalliques. Contactez-nous dès aujourd’hui pour parler à un expert ou recevoir un devis.







ou consulter les numéros d’autres pays
facile à utiliser
entrer les numéros de stock pour commencer
Copyright 2023 | Edmund Optics, Ltd Unit 1, Opus Avenue, Nether Poppleton, York, YO26 6BL, UK
L'entreprise Edmund Optics GmbH en Allemagne agit comme un mandataire d'Edmund Optics Ltd au Royaume-Uni. Le titulaire du contrat est Edmund Optics Ltd au Royaume-Uni.